SDI-5330 Immersion System for Pulse Echo Plate, Billet and Composite Inspection
![]()
- System Overview
- Mechanical Configuration
- Electrical Configuration
- Instrumentation / Motion Control
- Acquisition/Analysis
- Installation/Training
SDI-5330 SYSTEM OVERVIEW
 This specification details the SDI-5330 precision immersion system suitable for a variety of high performance C-scan applications. This system is widely used for the production inspection of metallic raw material, advanced composite and metal bonded components.
This specification details the SDI-5330 precision immersion system suitable for a variety of high performance C-scan applications. This system is widely used for the production inspection of metallic raw material, advanced composite and metal bonded components.
High speed contour following capability is available for back wall following plate inspection or PE inspection of complex laminate parts. A number of transducer assembly options are available including linear phased arrays for composites.
It can be supplied with a variety of parts positioners such as turntables and rotators, and with multiple search tubes or transducer assemblies to increase the throughput.
The motion control, data acquisition and instrumentation components can be installed in a system control room, or operated from a shop floor console. It incorporates the MasterScan motion control and WinScan data acquisition packages, which are among the most powerful in the industry, together with SDI’s ultra-low noise servo drive components.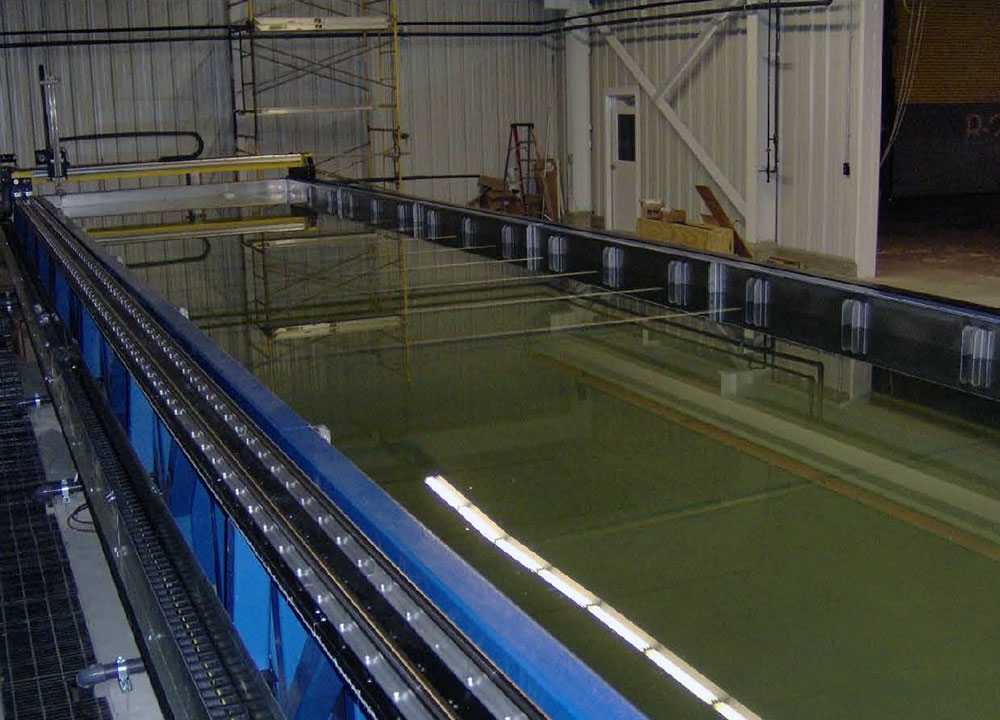
All components/modules used in the system are designed and manufactured in-house by SDI in their Camarillo, California facility.
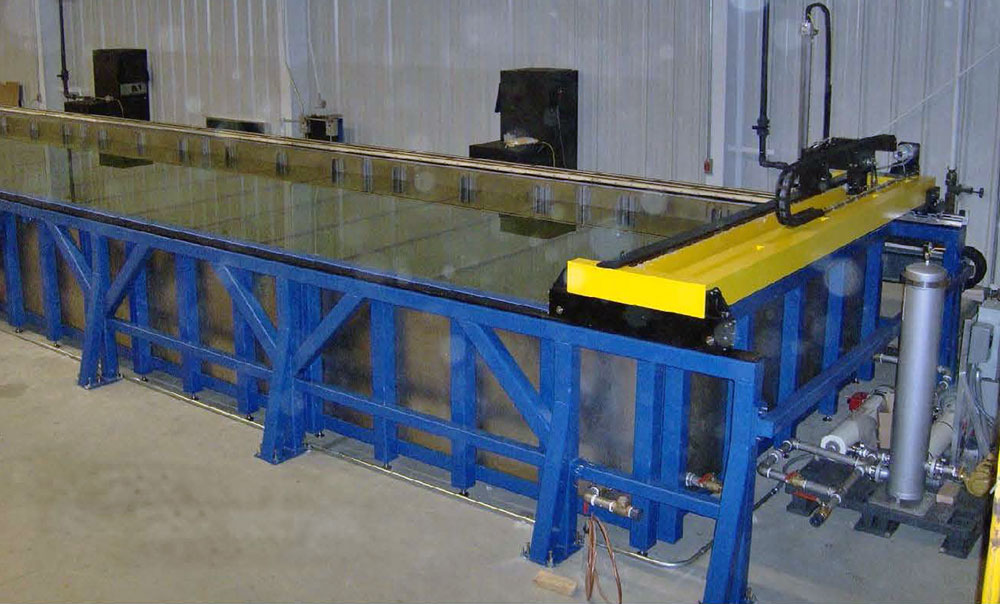
The design features a rigid aluminum heavy box section bridge, supported by a stand-alone gantry configured for the specific application. The bridge carries a number of heavy duty search tubes and gimbal assemblies. In the standard configuration all drive components are housed in a control console, together with the motion control and acquisition computers.
Apart from the extremely low current ultrasonic signals, only low voltage drive voltages are present on the bridge and gantry making the system design extremely safe.
SDI-5330 SYSTEM FEATURES:
MECHANICAL CONFIGURATION

The mechanical configuration is outlined in the attached concept drawing. All gantry members are welded box section. The gantry is Y axis carriages are mounted on ball shafts, with helical rack and pinion drive. The Z axis search tubes are designed to accept a range of interchangeable gimbal assemblies for various applications.mounted directly to the floor with a recessed or above floor sump fitted with water containment and recirculation components. The main bridge assembly is fabricated from welded aluminum tube forming an extremely rigid and stable box girder platform.
The axes of motion provided on the system are shown in the table below: Typical ranges are given. These will vary according to customer requirements.
| Axis | Description | Range | Speed | Resolution | Accuracy |
|---|---|---|---|---|---|
| X | Primary axis along the frame. Bi Polar d.c. servo drives with resolver and high precision toothed belt transmission. | 96-600 | 24 in/sec | .001 in. | .004 in/ft |
| Z1, Z2 | Vertical column rack and pinion drives. d.c. servo drives with resolver. | 36-96 | 4 in/sec | .001 in. | .004 in/ft |
| Y1, Y2 | High precision toothed belt drives with Bi polar d.c. drives and resolvers. | 60-144 | 12 in/sec | .001 in. | .004 in/ft |
| A1, A2 | Gimbal in X, Y plane | +/- 90 deg | 30 deg/sec | .01deg | 0.01deg |
| B1, B2 | Gimbal in Y, Z plane | +/- 90 deg | 30 deg/sec | .01deg | 0.01deg |
There are a number of dual search tube options. For plate inspection, either X or Y scanning can be used. For Y axis scanning, the two search tube can be set up to scan different regions of the Y axis, with identical transducers, with or without overlap. Alternatively, one search tube can be equipped with a paintbrush transducer for an initial coarse scan, and the other with a spot focus transducer for defect evaluation. The system can be made to automatically perform a defect evaluation mini-scan, with full waveform capture, for every indication meeting the defect criteria used in the automatic cluster analysis.
GANTRY-X AXIS
The gantry is fabricated from heavy steel box section with a high redundancy outrigger design calculated to provide the required rigidity and stability for the large accelerating mass of the bridge and search tubes. The gantry is fitted with ground tracks with leveling jack screws and guide bars. Mounted to the tracks are the linear ways and heavy duty rack and pinion drive components to provide precise positioning and encoder feedback. The gantry also carries the cable distribution components. All drives are closed loop d.c. servos with encoders/resolvers.
BRIDGE Y AXIS
The bridge is fabricated from heavy aluminum box section with a rigid box girder construction. Mounted to it are the precision V ways for the Y-axis carriages which support the Z-axis vertical drive housings. The design incorporates methods of adjusting te orthogonality and alignment of the X, Y and Z axes.
SEARCH TUBES Z-AXIS
The search tubes incorporate several novel design features to provide the required adjustments and accuracy to maintain the alignment of two independent search tubes during high speed 3D contour following. The stainless steel cruciform construction, precision rack and pinion drive and V ways provide single search tube systems with these benefits even though the alignment requirement does not exist.
GIMBALS
The gimbals are zero backlash harmonic drive servos with integral high precision resolvers. The units are housed in oil filled stainless steel enclosures. The transducer is attached to the gimbals by a UHF mount.
PARTS POSITIONERS
There is an extensive range of parts positioners available. Motorized devices include turntables, horizontal rotators, and head and tail stocks for large irregular shaped components. In addition, work support fixtures are available ranging from heavy duty supports for plate and billet to universal part fixtures for airframe components.
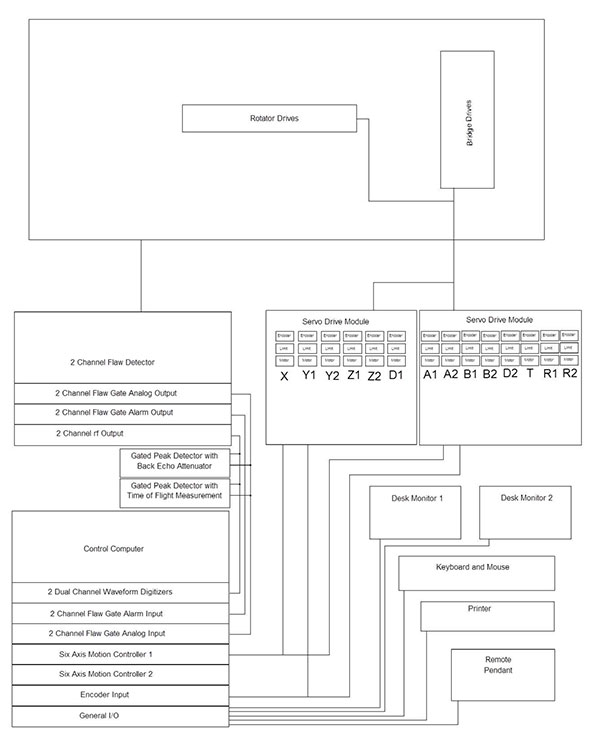
ELECTRICAL CONFIGURATION
The electrical configuration describes the components and interconnections for the motion control, drive, instrumentation and data acquisition sub systems. The majority of the components are housed in the system console.
All system components meet applicable US and International safety codes. Apart from the very low current ultrasonic signals, no voltages greater than 70 volts are present anywhere on the system outside the control console. The electrical layout is shown below:
CONTROL CONSOLE
The mobile control console can be positioned anywhere within reasonable distance from the system. Current SDI systems have similar remote consoles up to 80 ft. from the scanner. It is fitted with two 21 inch monitors linked in the Windows operating environment to allow windows to be dragged from one screen to the next, or expanded over two screens. The console requires a single 110V 60 Amp single phase supply. SDI will install the necessary transformers to achieve this from the customer’s supply. The console houses all the computing, drive and instrumentation components required to operate the system. The enclosure includes a filtration and refrigeration unit.
INSTRUMENTATION
The system can be supplied with any third party systems instrument such as the Krautkramer USPC2100-2, two channel unit. When installed with the SDI sequencer unit, the system can be configured to be able to provide simultaneous pulse echo from each side together with two through transmission tests, resulting in the acquisition of four channels of data in a single scan. A range of auxiliary instrumentation can be provided to aid in the inspection of the more complex highly attentive lay-ups. This will include log amplifiers, pre-amplifiers, and tone burst pulsers.
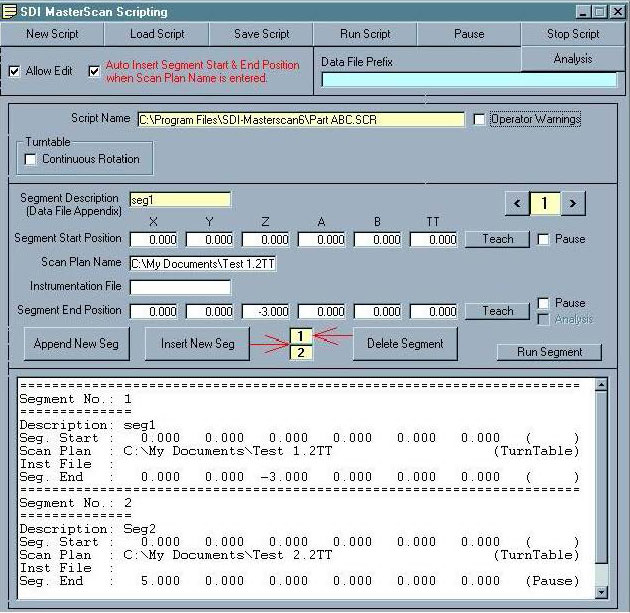
MOTION CONTROL
The motion control is provided by the SDI-1830 MasterScan advanced controller. Designed specifically for ultrasonic applications, it features ultrasonic functional axes and scripted scan plans. This means that complex motion control and acquisition activities unique to ultrasonic inspection techniques are available to the operator through simple commands using ultrasonic terminology. The operator can construct complex scans by chaining together individual motion commands, scan plans and instrument set-ups. Full details of MasterScan are given in the data sheet. Some of the key features are:
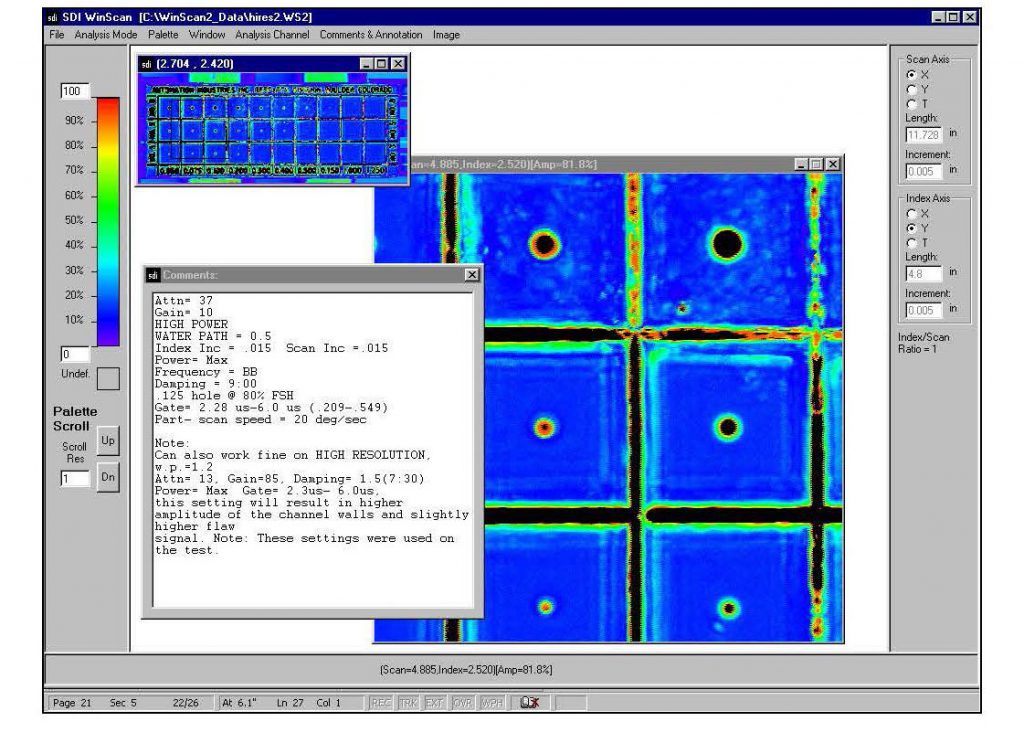
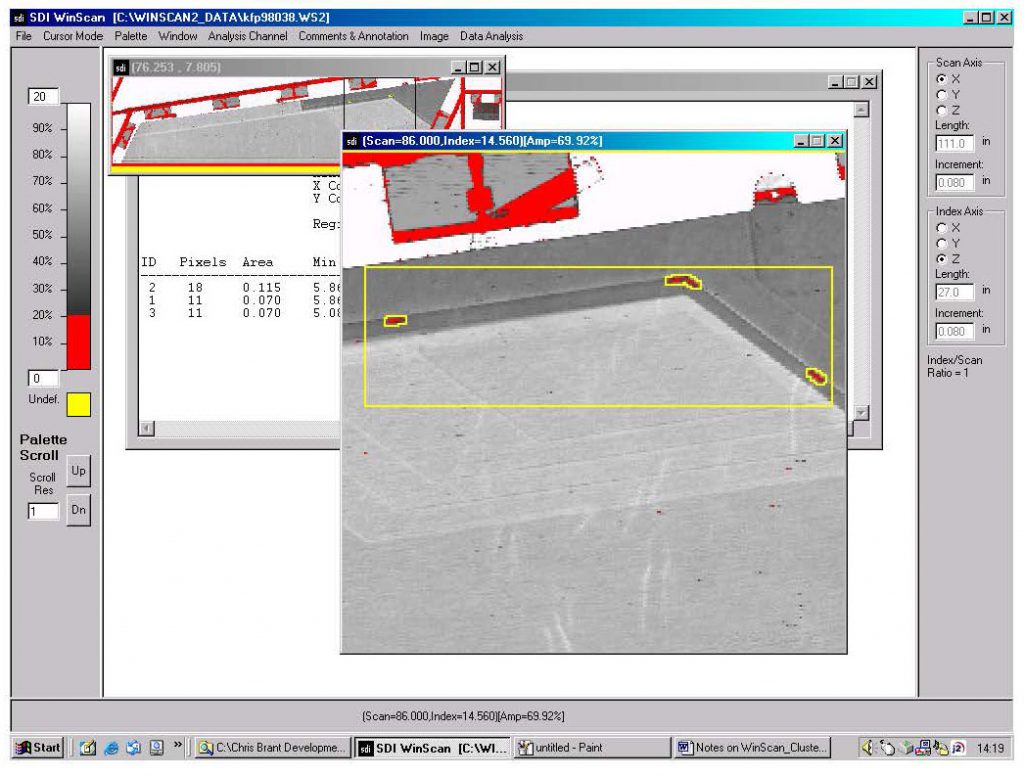
ACQUISITION / ANALYSIS
The system is supplied with the latest SDI-WinScan multi-tasking acquisition and analysis package designed for high throughput production applications. A technical description of the features and benefits of this high performance industrial package is attached. Some of the key features are:
Another time saving feature of the fully integrated motion control and data acquisition package is the ability to perform mini-scans. Areas of interest can be tagged on the data file and the system will automatically drive back to them and re-scan the area using selected defect evaluation scan parameters such as full waveform capture.
INSTALLATION
The system will be fully assembled and made operational at the SDI facility in Camarillo for customer buy off. The Acceptance Test Procedure (ATP) will be carried out using the test samples supplied by the customer. SDI will address any items requiring rectification prior to authorization for shipment by the customer representative. Upon receiving approval, SDI will dismantle, crate and ship the system. SDI will carry out site preparation prior to the arrival of the system. The system will then be assembled and made operational on site. The ATP will then be repeated. The system timeline is attached.
TRAINING
SDI provide a comprehensive training program including 5 days training of personnel in the operation and routine maintenance of this equipment. This training will take place either at the SDI facility or at the customer site after installation.
![]()